激光粉末床融合多材料增材制造的最新进展和科学挑战(1)
江苏激光联盟陈长军导读:
本文综述了多材料L-PBF的最新进展,包括多材料粉末沉积机理、熔池行为、印刷金属-金属、金属-陶瓷和金属-聚合物多材料组分的工艺特点以及潜在的应用。本文为第一部分。
摘要
多材料增材制造为制造具有定制物理性能的部件提供了新的途径。激光粉末床熔接(L-PBF),也称为选择性激光熔接,是一种基于粉末床的增材制造技术。该技术具有制造具有高几何分辨率的金属和非金属材料的优势。与上述内容相关的一个新兴领域是多材料L-PBF。本文综述了该领域的最新进展,包括多材料粉末沉积机理、熔池行为、印刷金属-金属、金属-陶瓷和金属-聚合物多材料组分的工艺特点以及潜在的应用。最后,提出了科技挑战。
1介绍
在过去二十年中,由于在生产高度复杂的部件时具有固有的灵活性和效率,因此,增材制造(AM)已被广泛研究并应用于制造技术。传统AM方法仅限于制造单一材料组件;因此,他们无法在目标区域制造具有分布式功能特性的产品,如高耐磨性、耐高温性和耐腐蚀性,同时在其他零件上保持强度和低成本。新兴的多材料AM(MMAM)技术不仅克服了上述问题,而且为新的应用提供了更多的复杂性和功能性,例如在AM零件中嵌入防伪功能。MMAM被定义为一种AM过程,其中根据预编程代码,至少有两种类型的材料物理沉积在任何空间位置上。
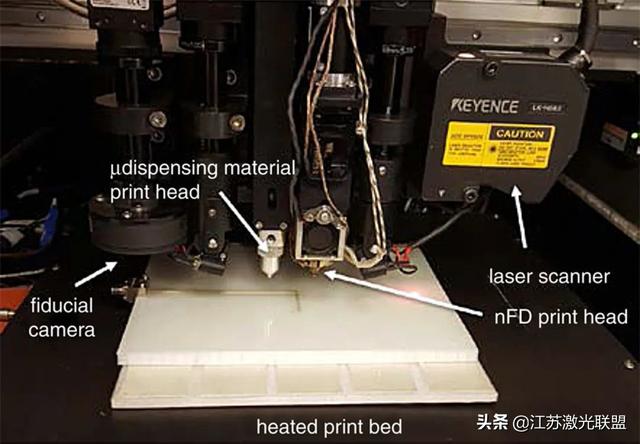
nScrypt 3D-300多材料打印机。
激光粉末床熔化(L-PBF),也称为选择性激光熔化,是一种基于粉末床的AM方法。使用粉末重涂装置(如刀片)在粉末床上逐层摊铺和整平薄层干粉。振镜扫描仪引导聚焦激光束,并根据切片三维(3D)模型数据在预先设计的区域选择性熔化粉末。
传统的制造方法,如异种材料焊接和爆炸焊接,可以制造几何结构简单的多材料零件。甚至功能梯度材料(FGM)零件也可以通过离心铸造制造。然而,上述传统制造方法无法生产具有复杂几何形状和多功能特征的零件。AM方法为设计师和制造工程师提供了一种新的加工路线,以克服上述缺陷,实现材料成分和功能的空间梯度变化。
目前,常用的金属AM方法,如线弧AM(WAAM)、L-PBF和基于激光的定向能量沉积(L-DED)已被用于制造多金属材料零件。WAAM加工的零件的表面粗糙度和尺寸精度大大低于使用粉末材料的L-DED和L-PBF。这是因为WAAM工艺中电弧的热输入远远大于L-DED和L-PBF工艺中小激光束光斑的热输入。L-PBF的加工精度优于L-DED,因为前者使用的粉末尺寸、激光光斑和层厚度小于后者。激光束光斑直径:50–80和1.0–4.0μm;层厚:<100μm,0.25–2 mm。因此,L-BPF中的熔池和热影响区较小。与上述方法相比,如果激光波长合适,L-PBF的优势在于其在打印不同材料(如金属、陶瓷和聚合物)的复杂零件时的高加工精度和高自由度。

增加物理保真度,显著改变传热、熔池深度和流动。红色假彩色对应的温度标度上限为4000K,蓝色为293K。红色等高线是熔化线。粉末颗粒由向右移动(速度1 m/s)的激光(功率150 W)照射10μs。熔体轨迹是3D模拟的2D切片(激光功率200 W,扫描速度1.5 m/s),展示了改进的物理建模对熔体池的影响。
本文概述了通过L-PBF制备MMAM的最新进展,包括异种粉末沉积机理、熔池行为、多材料L-PBF中使用的材料、应用和科学/技术挑战。
2 多材料L-PBF中的材料铺展机理
在L-PBF工艺中,未熔化的粉末被保留在粉末床中。因此,在不同的粉末层上或同一粉末层上沉积至少两种不同类型的粉末是实现多材料L-PBF的技术挑战。到目前为止,已经提出了几种材料撒布方法: 刀片式、超声波式、电子照相式和“叶片+超声”混合粉末撒布。这些方法的示意图如图1-a至图1-d所示。
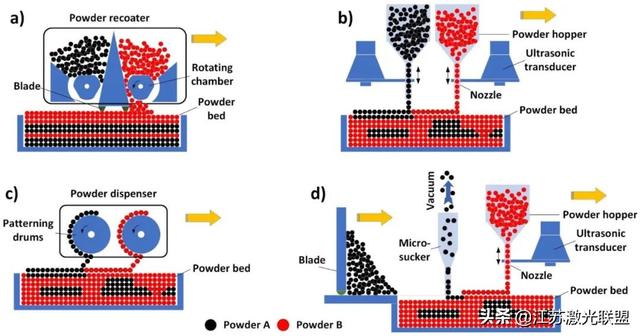
图1 a)基于刀片的双粉末回收器、b)基于超声波的双粉末分配器、c)基于电子照相的双粉末分配器和d)“刀片”示意图 + 用于多材料L-PBF的超声波混合粉末撒布系统。
2.1. 刀片式异种粉末撒布
新加坡的研究人员(Pedersen 2013;Andriani 2014)对商用L-PBF系统中常用的刀片式粉末重涂装置进行了改进。他们使用两个粉末容器来储存和传播不同的粉末(图1a),以实现双金属铜-不锈钢(SS)L-PBF加工,仅在垂直方向上发生材料变化,如图2-a所示。这两种金属具有尖锐的材料界面。两种材料之间的突然过渡容易在界面处产生高应力集中,甚至可能在复杂荷载条件下导致分层。
使用梯度界面和两种材料的混合物(称为FGM)解决了这一问题。Scaramuccia等人(2020年)通过添加原位粉末混合功能和实现垂直Ti6Al4的L-PBF,改进了基于叶片的双粉末再生水设计 V/In718 FGM结构。然而,上述基于刀片的粉末铺展解决方案无法实现在同一构建层中沉积不同粉末的目标。为了克服这一问题,在摊铺第二种粉末之前,应清理建筑层中未熔化的粉末(。Lappo、Jackson和Wood(2003)介绍了真空清洗,以在粉末激光熔化后去除所有未熔化的粉末,然后利用粉末回收水来传播第二种粉末。这种方法的缺点是可能会导致同一构建层中不同粉末的交叉污染。Wu等人(2019)进行了类似的研究,其中使用软刀片清除未熔化的粉末。然而,重复刮削样品表面可能会损坏软叶尖,这可能会随后使加工零件的表面变得粗糙,导致不同材料的界面不均匀(图2-b)。
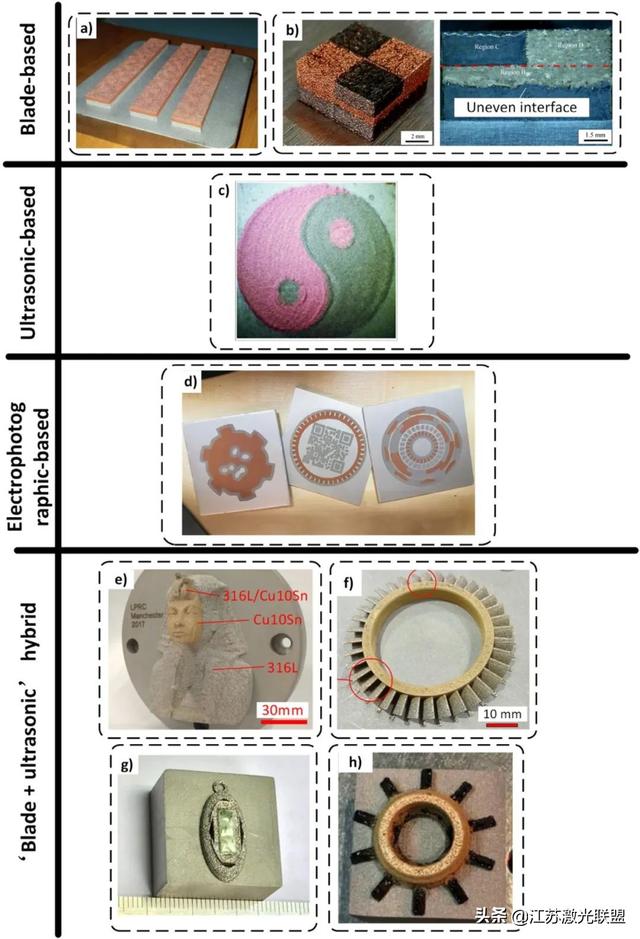
图2 a) L-PBF制造的样品,其成分从316L SS垂直转变为铜,b)铜/钢块及其横截面上微观结构的不均匀材料界面,c)通过超声波辅助粉末分配沉积的铜/钢图案,d)SS-Cu双金属图案,e)L-PBF-printed 316L-Cu10Sn狮身人面像,f)L-PBF-Manufacted 3D 316L-Cu10Sn FGM涡轮盘样品,g)316L玻璃吊坠样品,h)Cu10Sn-PA11样品。
2.2. 基于超声波的异种粉末铺展
超声波是一种频率超过20 kHz的机械波,可通过压电或磁致伸缩振荡器产生(Vock et al.2019)。超声波可以在液体和粉末中有效传播,其在选择性输送干粉末中的应用已得到广泛研究。用于双粉末沉积的典型超声波粉末分配装置的示意图如图1-b所示。上述说明表明,该方法可以以均匀的进给速度进给粉末,精度可以达到微米级。2008年,曼彻斯特大学的研究人员展示了利用超声波振动将多种材料的干粉颗粒按照不同的几何模式分配到粉末床中。他们还激光打印二维(2D)多金属材料组件,如图2-c所示。限制使用此方法进行3D打印的因素是逐点超声波送粉的处理效率极低。此外,该方法产生的粉末层厚度的均匀性需要进一步改进。

Cu–H13粉末组成的阴阳八卦图和增材制造成型后的阴阳八卦图。
2.3. 基于电子照相的异种粉末铺展
电子照相粉末沉积的工作原理类似于办公激光打印机。后者使用静电将碳粉颗粒打印到纸上,分为六个步骤:充电、曝光、显影、转移、定影和清洁。Benning和Dalgarno(2018)描述了一种用于单一材料L-PBF的基于皮带的电子照相系统。Eijk、Mugaas和Karlsen(2014)报告了通过静电粉末沉积法处理的双金属铜-铁图案。Aerosint SA开发了一种双碳粉盒选择性粉末分散装置(图1-c),并成功地将其用于沉积由SS-铜合金组成的复杂图案,如图2-d所示。该装置的工作原理基于使用可逐点控制的微气流,将粉末颗粒吸引到圆柱形网格上。然后,将其从网格上吹落并沉积在构建平台上,以形成设计模式。不适当的参数可能会导致粉末在某些区域意外掉落,导致粉末层受到污染。
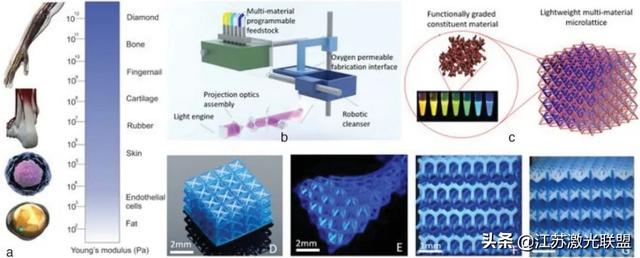
使用数字光投影显微立体光刻技术(PµSL)对不同材料的多材料微尺度晶格进行3D打印:a)3D多材料微尺度晶格,b)PµSL设置,c)双材料微晶格,d–g)由不同聚合物组成的各向同性微尺度晶格。
2.4. “叶片+超声波”异种粉末的超声混合铺展方法
曼彻斯特大学的研究人员展示了一种新的多材料L-PBF策略,该策略集成了粉末刀片辅助的L-PBF系统和超声波粉末分配器(图1-d)。粉末刀片传播构成部件主要部分的粉末。超声波辅助粉末分配器用于沉积其他类型的粉末,这些粉末占据了部件的小体积。在这两个步骤之间,根据Glasschroeder、Prager和Zaeh(2015)描述的工作原理,使用微真空吸粉装置去除多余的未熔化单层粉末。这种混合材料沉积被证明可以提高超声波辅助L-PBF的粉末沉积效率。使用上述实验装置制作了一组3D双金属316L–Cu10Sn样品,包括狮身人面像(图2-i),并验证了这种新加工策略的可行性。
为了提高超声波粉末点胶的粉末流量稳定性,Wei等人(2020)在超声波粉末点胶机中添加了一个微型振动电机,该电机利用电机的径向高频振动来松开粉末进料喷嘴附近紧密堆积的粉末。为了打印FGM组件,Wei等人(2019)集成了六个超声波粉末分配器,以形成粉末进给阵列。这些材料用于制造具有空间FGM材料分布的316L–Cu10Sn FGM涡轮盘组件(图2-f)。曼彻斯特大学的研究人员采用相同的实验装置生产金属-玻璃(图2-g)和金属-聚合物(图2-h)多材料样品。
2.5. L-PBF与其他制造方法的结合,用于印刷多种材料组件以及不同材料沉积方法的比较
L-PBF与其他AM方法的结合,如L-DED、熔融沉积建模(FDM)、激光箔印刷、立体光刻(SLA)和冷喷涂(CS),也可以产生多材料成分。然而,不同AM方法的集成会延长生产周期,严重限制多材料零件的设计自由度,从而降低AM技术的优势。此外,通过L-PBF在不同材料的基底上熔化粉末,还可以制造双金属样品(由固化粉末和基底组成)。
由于粉末床中的未熔化粉末材料用作支撑材料,L-PBF可以打印复杂的几何结构。粉末沉积方法,包括基于超声波和静电的方法,基本上是基于粉末床的技术。因此,理论上,这些送粉方法可用于制造由不同材料组成的复杂几何结构。然而,如果材料仅选择性地沉积在要熔化的区域,则随着印刷部件高度的增加,重力会导致熔化区域轮廓附近的未熔化支撑粉末坍塌。在打印薄壁特征时,这是一个严重的问题,并且明确限制了新方法能够打印的零件的几何设计复杂性。
一个简单的解决方案是增加粉末铺展面积,以防止粉末在印刷零件轮廓处坍塌。然而,这种方法可能会导致两种未熔融载体材料粉末的交叉污染。从传统的基于刀片的粉末重涂方法改进而来的双粉末铺展方法是实现多材料L-PBF粉末铺展机制最容易实现的方法。虽然它的沉积速率很高,但它只能在一个方向上制造材料变化的组件。此外,粉末可能会受到严重的交叉污染。超声振动辅助粉末沉积方法避免了上述问题;然而,其沉积效率较低。结合刀片铺展、真空抽吸和超声波沉积的混合方法是一种折衷的解决方案,适用于空间分配不同的粉末。粉末利用率高,因此减少了粉末的交叉污染。用于L-PBF处理3D零件的静电粉末沉积也很有趣。此外,在混合AM工艺中,材料分布受到逐步加工方法的严格限制。因此,用随机分布的材料制造三维零件是一个挑战。
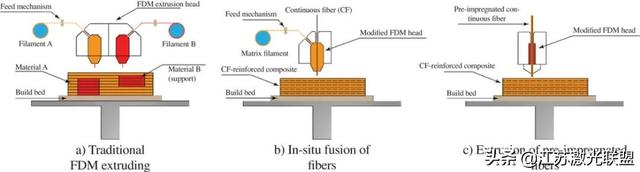
基于挤压的多材料增材制造:a)传统FDM;b)喷嘴中熔融热塑性塑料与纤维的原位熔融;c)预浸渍纤维的挤出。
3 通过建模和模拟了解多材料L-PBF中的熔池行为
劳伦斯·利弗莫尔国家实验室进行的建模和模拟为单一材料L-PBF中复杂熔体流动和缺陷形成机制的物理奠定了基础。本节主要介绍了多材料L-PBF熔池行为建模与模拟的最新研究现状。L-PBF过程的模拟可分为三类:宏观、介观和微观。有限数量的研究基于多材料L-PBF建模的宏观方法和微观方法。这一领域的大多数研究都是在介观尺度上进行的。这些模拟通常包括两个步骤:离散元建模(DEM)和计算流体动力学(CFD)建模。多材料L-PBF的典型集成DEM–CFD流如图3所示。与单材料L-PBF建模相比,多材料L-PBF建模涉及两种或更多材料,必须为同一粉末层上的相应粉末颗粒指定不同的材料物理参数。
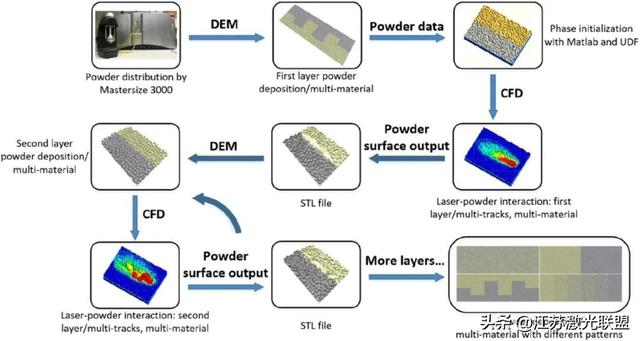
图3 集成DEM–多轨道、多层和多材料L-PBF的CFD建模框架。
L-PBF熔池的热力学行为相当复杂。如图4-a所示,Marangoni对流和反冲力是液体流动的主要驱动力。1982年,Heiple和Roper提出了Marangoni对流理论来描述熔池行为。他们发现,熔池沿线的温差及其表面张力产生了一种驱动力,该驱动力搅动熔池,导致液体循环。在多材料L-PBF工艺中,不同元素在熔池中的混合流动可能发生在尖锐的材料界面或FGM结构中。图4-b显示了经L-PBF处理的具有类似物理性能的双金属尖锐材料界面的微观结构。图4-c显示了具有显著不同物理性能的双金属FGM的微观结构。所有这两项研究表明,马兰戈尼对流会搅动熔池。对流产生的环形流动改善了凝固区元素的分布,改善了材料的性能。首先搅拌熔池内的元素,然后沿边界重新分布。在Cu10Sn–Inconel718的L-PBF介观模拟中也观察到Marangoni对流诱导的元素重排,如图4-d所示。
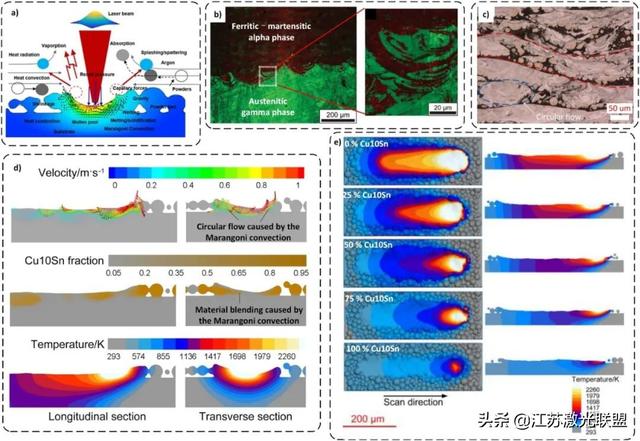
图4 a) L-PBF中的物理现象,b)电子背散射衍射(EBSD)图和放大EBSD图,呈现由L-PBF处理的316L–H13界面处的环形流,c)由L-PBF处理的Cu10Sn–Invar36 FGM中的Marangoni对流诱导的环形流,d)熔池动力学的纵向和横向截面,包括流体速度、成分分布和温度场,以及e)激光熔炼期间不同Cu10Sn–Inconel718混合粉末床的温度分布。
在L-PBF期间,粉末材料的热物理性质和激光吸收率显著影响熔池的大小。高导热铜合金和高熔点铁镍合金的材料组合在多材料L-PBF中得到了很好的研究。这种材料组合可以实现高导热性、高工作温度和高耐腐蚀性。因此,它在航空航天行业有潜在的应用。基于耦合DEM–CFD建模框架的Cu–Ni/SS FGM介观数值模拟表明,随着FGM中铜合金含量的增加,多材料L-PBF中熔池的直径、深度和温度显著降低,如图4-e所示。对Cu10Sn–Invar36的L-PBF的实验研究证实了这一现象。铜合金具有较低的激光吸收和较高的热导率;因此,增加FGM中的铜合金含量会降低粉末层的激光辐射吸收。
来源:Recent progress and scientific challenges in multi-material additive manufacturing via laser-based powder bed fusion, Virtual and Physical Prototyping,DOI: 10.1080/17452759.2021.1928520
参考文献:“The Microstructure and Mechanical Properties of Selectively Laser Melted AlSi10Mg: The Effect of a Conventional T6-Like Heat Treatment.” Materials Science and Engineering A 667: 139–146. doi:10.1016/j.msea.2016.04.092.
江苏激光联盟陈长军原创转载


















评论