碳化硅纤维行业研究:航空发动机热端结构理想材料
(报告出品方/作者:华西证券,陆洲)
1.陶瓷基复合材料(CMC)是理想的高温结构材料
陶瓷基复合材料性能优异,是理想的高温结构材料。陶瓷基复合材料(CMC)是 指在陶瓷基体中引入增强材料,形成以引入的增强材料为分散相,以陶瓷基体为连续 相的复合材料。连续纤维增强陶瓷基复合材料保留了陶瓷材料耐高温、抗氧化、耐磨 耗、耐腐蚀等优点的同时,充分发挥陶瓷纤维增强增韧作用,克服了陶瓷材料断裂韧 性低和抗外部冲击载荷性能差的先天缺陷。这类材料已成为航空航天、军事、医疗等 多领域理想的高温结构材料,广泛应用于飞机发动机喷管、机翼护罩、导弹喷管、电 磁窗、翼尖、尾舵、发动机涡轮等部件。
相对于其他材料体系,陶瓷基复合材料具有以下优点:(1)轻质。陶瓷基复合 材料密度低(仅为高温合金的 1/3~1/4),可用于燃烧室、调节片 / 密封片等部件, 能够直接减轻质量 50% 左右。(2)耐高温。陶瓷基复合材料的工作温度高达 1650℃, 能够简化甚至省去冷却结构,优化发动机结构,提高发动机工作温度和使用寿命。在 无冷却结构的条件下,可以在 1200℃长期使用。(3)优异的高温抗氧化性能。陶瓷 基复合材料能够在高温环境,甚至是有氧环境下保持较高的稳定性,降低了热防护涂 层的研制和应用成本。(4)优异力学性能。通过制备工艺优化,特别是界面层组分 和结构设计,陶瓷基复合材料的力学性能相对于单相陶瓷而言,有了质的提升。 陶瓷基复合材料通常由增强纤维、界面层和陶瓷基体 3 部分组成,其性能由各部 分本身性能及相互作用共同决定。下面三小节将详细介绍各部分的主要材料及对陶瓷 基复合材料性能的影响。
1.1.陶瓷基体是复合材料重要的组成部分
陶瓷基体是复合材料重要的组成部分之一,其主要成分和结构对材料综合性能 具有重要的影响。一方面,陶瓷基体最先暴露于工作环境中,需承受温度、粒子、 水氧等服役环境的考核;另一方面,在外部冲击载荷作用下陶瓷基体最先承力并出现 裂纹,其裂纹扩展方式是影响复合材料稳定性的重要因素。能够用作陶瓷基复合材料 基体的陶瓷主要有 3 类:(1)以石英玻璃为代表的玻璃陶瓷基体,如钙铝硅酸盐玻璃、 锂铝硅酸盐玻璃、镁铝硅酸盐玻璃、硼硅酸盐及石英玻璃;(2)以 Al2O3 基为代表的 氧化物基体材料,如 Al2O3、钇铝石榴石、ZrO2·TiO2 基、ZrO2·Al2O3 基等材料体 系;(3)以 SiC 基陶瓷为代表的非氧化物基体,包括 SiC、Si3N4、BN 以及 Si-C-B-N 复相陶瓷等,该类材料具有强度高、硬度高、耐高温性能优异的特点。

1.2.增强纤维为主承力部分,对材料性能起决定性作用
纤维作为复合材料的主要承力部分,对材料的性能具有决定性作用。其影响因 素包括:纤维型号、纤维的体积含量以及纤维的编织方法等。由于陶瓷材料脆性强, 若想要最大化发挥陶瓷材料的优点应用在更广阔的领域,必须对其进行增韧处理。常 采用连续纤维增韧陶瓷基体,而高温复合材料的增强体必须具备耐高温、高强度和优 异的介电性能等特点,以发挥纤维的增韧作用。常见的增强纤维包括石英纤维、碳纤 维、碳化硅纤维、氧化物纤维等。
1.3.界面层作为纽带,影响复材增韧效果
界面层是连接增强相纤维和连续相基体的纽带,界面层组分和结构决定纤维与 基体之间的结合强度,决定了增韧效果。陶瓷基复合材料在外部载荷作用下的断裂 行为主要包括裂纹偏转、微裂纹形成、界面解离、纤维断裂以及纤维拔出等形式,其 中纤维拔出是最重要的能量释放途径,而界面解离是纤维由基体拔出的前提条件。若 界面结合力较强,陶瓷纤维难以起到增韧的效果,导致材料在外部载荷冲击下出现脆 性断裂;若界面结合强度过低,基体无法通过界面将外部载荷传递到陶瓷纤维上,难 以起到增强的作用。
陶瓷基复合材料的可设计性很大程度源于界面层,理想的界面层应具有以下功 能:(1)在制备过程中抑制或阻止物理收缩和化学反应对陶瓷纤维损伤;(2)缓解 纤维与基体间界面残余热应力;(3)在复合材料遭受外部载荷冲击时,将载荷由基体 传递至纤维,起到载荷传递作用;(4)改善界面结合强度,充分发挥界面解离、纤维 拔出等能量耗散机制,使复合材料断裂时呈现假塑性特征。近年来用于复合材料制备 的界面层体系主要有热解碳界面层(PyC)、BN 界面层、复合界面层。

2.碳化硅纤维及 SiC/SiC 复合材料
本章将主要介绍碳化硅纤维以及连续碳化硅纤维增强碳化硅陶瓷基复合材料 (SiC/SiC 复合材料) 的制备工艺和研制情况。
2.1.碳化硅(SiC)纤维
碳化硅纤维性能良好,常用作耐高温材料和增强材料。碳化硅纤维是一种以碳和 硅为主要成分的高性能陶瓷材料,从形态上分为晶须和连续碳化硅纤维,具有高温耐 氧化性、高硬度、高强度、高热稳定性、耐腐蚀性和密度小等优点。与碳纤维相比, 在极端条件下,碳化硅纤维能够保持良好的性能。由于其具有良好的性能,在航空航 天、军工武器装备等高科技领域备受关注,常用作耐高温材料和增强材料。
2.1.1.碳化硅纤维制备工艺
碳化硅纤维的制备方法主要有先驱体转化法、化学气相沉积法(CVD)和活性炭纤 维转化法 3 种。3 种制备方法各有优缺点,而且使用不同制备方法制备的碳化硅纤维 也具有不同的性能。 先驱体转化法是目前主要采用的碳化硅纤维研制方法。先驱体转化法是由日本 东北大学矢岛教授等人于 1975 年研发,包括先驱体合成、熔融纺丝、不熔化处理与 高温烧结 4 大工序,先驱体转化法制备碳化硅纤维需要先合成先驱体——聚碳硅烷 (PCS)。日本、美国等国家的材料制造公司积极利用该法将碳化硅纤维进行工业化生产,逐渐形成了 3 代碳化硅纤维。先驱体转化法制备碳化硅纤维是目前采用比较广泛 的一种方法,技术相对成熟、生产效率高、成本低,适合于工业化生产。
化学学气相沉积法(CVD 法)制备碳化硅纤维纯度较高,但由于直径较粗,较难 织成复合材料。CVD 法的基本原理就是在连续的钨丝或碳丝芯材上沉积碳化硅。该方 法的制备过程中,利用碳丝更为合适。一方面,碳的质量比钨的质量小,可以制得更 轻的碳化硅纤维;另一方面,钨与碳化硅会发生化学反应,使得在高温环境下碳化硅 纤维的强度变差。在碳丝上沉积碳化硅能够得到更稳定的碳化硅纤维及其复合材料。 CVD 法制备的碳化硅纤维的纯度比较高,因此纤维在高温下的强度、抗蠕变、稳定性 等性能良好。但是,与先驱体转化法相比,CVD 法制备的碳化硅纤维直径较粗,无法 进行编织,因此在利用纤维制成复合材料时比较困难。 活性炭纤维转化法原料价格低廉,制备过程相对简单,适合工业化生产。活性 炭纤维转化法是在先驱体转化法和 CVD 法之后被研发出来的。主要包括制备活性炭纤 维、高温反应气态氧化硅、热处理生产碳化硅纤维三步。因为制备活性炭纤维的原材 料价格比较低廉,并且制备过程也比较简单,所以利用活性炭纤维转化法制备碳化硅 纤维的成本较低。与先驱体转化法和 CVD 法相比,该方法更适用于工业化生产碳化硅 纤维。此外,利用活性炭纤维转化法制备碳化硅纤维主要由碳化硅微晶构成,氧含量 仅占 5.9%。由于氧含量的大大降低,纤维的抗拉强度变大,能达到 1000MPa 以上。

2.1.2.SiC 纤维研制历经三代,国内技术达到国际水平
三代碳化硅纤维均已实现工业化生产,日本碳公司和宇部公司总产量占全球 80%。 根据结构组成和性能,SiC 纤维主要分为三代。目前国际上 SiC 纤维的生产企业主要 集中在日本,包括日本碳公司(Nippon Carbon)和日本宇部公司 (Ube Industries)。 两家公司的总产量占到全球的 80%左右。目前第一代、第二代和第三代 SiC 纤维均实 现了工业化生产,其中 NipponCarbon 公司的纯 SiC 纤维(牌号 Nicalon)和 Ube Industries 公司的含钛、含锆、含铝等类型的 SiC 纤维(牌号 Tyranno)产量均达到 100 吨级,且基本保持稳定。
国内 SiC 纤维技术达到国际水平,工业化能力仍有差距。目前,国内研制单位主 要包括国防科技大学、厦门大学 (含火炬电子科技股份有限公司) 。总体而言,国内 已经实现第二代、第三代 SiC 关键技术,但由于基础研究起步较晚,虽然取得了显著 进步,但在质量稳定性和工业化能力方面与日本等发达国家的先进水平差距巨大。 上世纪 80 年代开始,国防科技大学在实验室开展先驱体热解转化方法制备 SiC 纤维的研究,经过近 30 年的艰难攻关,攻克了先驱体 PCS 的合成、多孔熔融纺丝、 原丝不熔化及连续纤维高温烧成等关键技术,制得了第一代连续 SiC 纤维(KD-I 型 纤维),纤维性能与日本 Nicalon 纤维性能相当。近年来,通过改进先驱体合成方法, 建立非氧气氛不熔化处理方法(电子束辐照方法与活性气氛不熔化方法),制得了低 氧含量的 SiC 纤维。通过制备工艺的改进,制得了第二代连续 SiC 纤维(KD-II 型 SiC 纤维),性能相当于日本碳公司 Hi-Nicalon 水平,并已建立了中试生产线。
厦门大学于 2000 年后也开展了 SiC 纤维的相关研究。在第三代 SiC 纤维制备 研究中,对 Tyranno SA 型和 Hi-Nicalon S 型 SiC 纤维均进行了初步探索其后,其研发思路主要集中于 Hi-Nicalon S 型纤维的制备方法,并在 PCS 纤维的电子束辐 照交联、还原气氛下的纤维烧成等方面取得了一定研究成果。火炬电子与厦门大学合 作,已建立第二代、第三代 SiC 纤维材料 10 吨生产线,该技术属国内首创,处于国 内、外同行业的领先水平。

随着碳化硅纤维生产链的不断扩大,应用范围不断拓展,市场规模快速扩容。 据 Stratistics MRC 预测,碳化硅纤维市场到 2026 年将增长至 35.87 亿美元,2017 年至 2026 年的复合年增长率高达 34.4%。而据 MarketsandMarkets 预计,全球陶瓷 基质复合材料市场规模预计将从 2021 年的 88 亿美元增长到 2031 年的 250 亿美元, 年复合增长率为 11.0%。发展中国家,尤其是亚太地区(如中国、印度、新加坡和泰 国)对陶瓷基体复合材料的需求不断增长,将推动市场增长。(报告来源:未来智库)
2.1.3.碳化硅纤维的应用
碳化硅纤维作为一种纺织类纤维增强材料,通常以复合材料的形式应用于各个领 域,被认为是很有应用前景的一种结构材料,它具有优良的电磁波吸收性,且具有高 强高模、耐高温、抗氧化、耐腐蚀、抗蠕变等优点,其中,耐高温和优良的电磁波吸 收性是最突出的两个优点。通常以一维形式的纤维、二维形式和三维形式的纤维集 合体、非织造织物的形式应用于各个领域的各类零部件。

1)以一维形式存在时,通常以短切或连续纤维的形式应用于军事、仪器仪表、 汽车、宇航、航空、体育用品、电子信息、音响器材、窖炉材料、医卫用品等。在民 用领域,碳化硅纤维已经应用到了日本的防盗和防火探测器探头中。
2)以二维形式的纤维集合体存在时,通常以平面织物形式应用于航天飞机、超 高音运输机的高温区和盖板,空间飞机或探测器发动机的平面翼板及前沿曲面翼板燃 烧室,燃气涡轮发动机的静翼面、叶片、翼盘、支架和进料管,飞机以及高超飞行器 的发动机喷口挡板、调节片、衬里、叶盘。实际应用中,德国“桑格尔”、法国“海 尔梅斯”、美国 Solarturlinces、美国航天飞机系列、日本的 Hope-X、日本 IHI 公司 制造的尾椎和消声器、日本 AMG 公司制造的燃烧室、法国 SNECMA 公司研制开发的军 用飞机火焰稳定器、Weatline 涡轮叶片、飞机发动机“LEAP-X”、日本 AMG 燃料室、 法国 Rafale 战斗机的 M88 发动机部分构件中都存在该形式的碳化硅纤维。
3)以三维形式的纤维集合体存在时,通常以异形编织物的形式应用于飞机、巡 航 弹的尾翼、头锥、鱼鳞板、尾喷管,一般是以碳化硅增强铝或碳化硅纤维与 PEEK 混编织物的形式存在,其主要发挥优良的吸波性能,用作隐身材料。美国洛克希德公 司的隐身战机 F-22 的 4 个直角尾翼,法国“幻影 2000”战斗机的 M53 发动机,法 国 Alcore 公司的无人驾驶遥控隐身飞机“豺狼”,日本 IHI 公司生产的军用飞机上均有 碳化硅纤维三维产品的身影。
4)以非织造织物存在时,通常以纤维毡的形式应用于核电站耐辐射材料及核聚 变装置的第一堆壁、偏滤器、燃料包覆以及控制棒材料。在韩国、美国和德国方程赛 车的刹车盘上也有应用。碳化硅纤维的各种优良性能,赋予了其被广泛应用于各个领 域的可能,使其能充分发挥自身的性能特点。
2.2.SiC/SiC 复合材料
SiC/SiC 复合材料综合性能优异,在航空、航天、核能等领域具有广泛的应用前 景。SiC/SiC 复合材料是指在 SiC 陶瓷基体中引入 SiC 纤维作为增强相,进而形成以 SiC 纤维为增强相和分散相、以 SiC 陶瓷为基体相和连续相的复合材料。SiC/SiC 复 合材料的结构和组分特征决定了该类材料继承保留了碳化硅陶瓷材料耐高温、抗氧化、 耐磨耗、耐腐蚀等优点,同时通过发挥 SiC 纤维增强增韧机理,克服了材料固有的韧 性差和抗外部冲击载荷性能差的先天缺陷。SiC/SiC 复合材料综合性能优异,在航空、 航天、核能等领域具有广泛的应用前景,特别是在航空发动机燃烧室内衬、燃烧室筒、 喷口导流叶片、机翼前缘、涡轮叶片和涡轮壳环等热端部位。
SiC/SiC 复合材料的制备工艺主要包括聚合物浸渍裂解工艺 (Polymer Infiltration and Pyrolysis, PIP) 、 化 学 气 相 渗 透 工 艺 (Chemical Vapor Infiltration, CVI) 、熔渗工艺 (Reactive Melt Infiltration, RMI)和浆 料 浸 渍热压法(SlurryInfiltration and Hot-Pressing process,SIHP)等。 PIP 工艺是近些年来研究较多、发展迅速的陶瓷基复合材料制备工艺之一,将聚 合物有机先驱体(溶液)浸渍至纤维预制体内部,进而高温裂解生成陶瓷基体,优点 在于处理温度较低,近净成型,对于纤维的损伤较小。并且基体可设计性强,可在数 次浸渍-裂解周期后得到易加工的中间产品,进行精细加工后再进行进一步致密化, 适合制备形状复杂的大型构件。但陶瓷收率低、制造周期长、材料孔隙率高。

CVI 工艺主要通过气相先驱体高温裂解,在纤维表面沉积获得致密化复合材料, 通过该法制备的材料纯度高、基体一般具有完整晶体结构,力学性能优异。得到的复 合材料外形基本由预制体决定,能实现近净成型,制备形状复杂的部件;在同一沉积 炉中,可依次进行界面相、基体以及构件表面涂层的沉积,制备变组分或变密度的复 合材料,实现材料的优化设计。缺点在于沉积速率低、制造周期长、成本高、复合材 料孔隙率高。
RMI 工艺最大的优点为能够通过一次成型制备致密且基本无缺陷的基体,而且预 成型件与构件之间结构尺寸变化较小,被认为是快速、低成本制备近净成型复杂形状 构件的有效途径。但该工艺的主要问题在于:熔渗过程温度较高,对纤维损伤较大; 在熔融浸渗过程中,金属与氧气等反应形成致密氧化物膜,阻碍金属进一步反应而在 材料内部形成残留,可能会影响复合材料的高温稳定性。
各国对陶瓷基复合材料工艺都进行了详细的研究,其中日本拥有聚碳硅烷(PCS) 和连续 SiC 纤维制备技术,主要开展 PIP 工艺制备纤维增强 SiC 复合材料的研究 , 特别是在 SiCf/SiC 复合材料制备上具有较高的研究水平;法国以 CVI 技术为主,且 技术水平属国际领先;德国以 RMI 和 PIP 技术为主, 特别是 RMI 技术世界领先;美国 对 PIP、CVI 和 RMI 工艺均有研究,且均有较高的研究水平,特别是 RMI 工艺,已经 成为 GE 公司陶瓷基复合材料制备的主流工艺。 国内碳化硅基复合材料制备以 CVI、PIP、RMI 技术为主,主要研究单位包括西北 工业大学、航天材料及工艺研究所、西安航天复合材料研究所、中国科学院上海硅酸 盐研究所、航空工业复合材料技术中心、国防科技大学等。其中,西北工业大学张立 同院士团队与中国燃气涡轮研究院(现中国航发四川燃气涡轮研究院)合作开发的 700~1200℃长寿命自愈合碳化硅陶瓷基复合材料(CMC-MS)获得了 2004 年度国家技术 发明一等奖,在此基础上投入并建成了国内领先、国际先进的 CMC 构件工程化基地。
SiC/SiC 复合材料加工工艺包括传统机械加工、超声波技术、激光加工技术、高 压水射流技术和电火花加工技术等。SiC/SiC 复合材料硬度高,材料由基体、纤维等 多部分构成,具有明显的各向异性,加之复合材料的表面形貌、尺寸精度和位置精度 等对构件的安全性、可靠性和使用寿命等都有重要影响,一般采用传统机械加工技术 和特种加工技术相结合的方式实现材料的精确加工。日本在陶瓷基复合材料铣削、切 削、磨削、钻削等传统加工领域方面优势明显,美国、德国、英国、俄罗斯等国家在 超声波加工、电火花加工、高压水射流加工以及激光加工等领域进行了深入研究。
3.碳化硅材料在航发上的应用
3.1.SiC/SiC 耐热性能优异,将替代高温合金在航发上的应用
推重比是先进航空发动机的衡量指标,新型材料的应用是提高推重比的有效方 法。航空发动机是飞机的心脏,是飞机机动性、航程、可靠性、经济性等性能的主 要决定因素之一,而推重比是衡量发动机技术水平和工作能力的综合指标之一。如何 进一步提高发动机推重比,降低服役成本等是现阶段各国研究的重点。国内外的研究 表明在维持发动机布局和不改变常规金属材料的前提下,气动、热力、部件设计以及 结构减重等技术手段的改进,最高只能将发动机的推重比提高到 14 左右。对于推重 比 12~15 及更高推重比的发动机,则必须在新材料、新工艺应用和新结构设计等方面 取得更大突破。对于推重比 15~20 的发动机,新材料、新工艺及相应新结构对提高推 重比的贡献将高达 50%~70%。
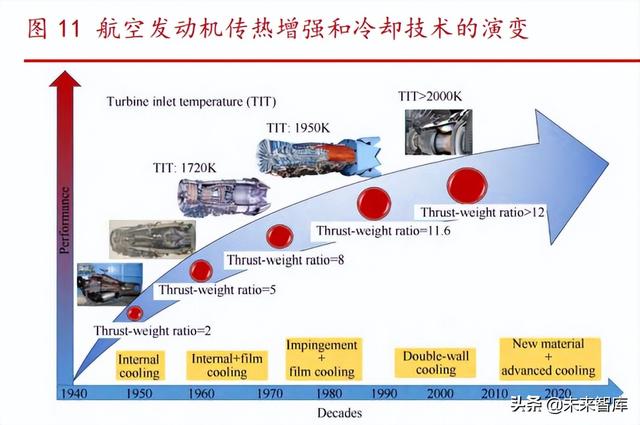
现有高温合金材料体系难以满足先进航发,陶瓷基复材成为最有应用潜力的材 料。现有推重比 10 一级的发动机涡轮进口温度均达到了 1500℃,如 M88-2 型发动机 涡轮进口温度达到 1577℃,F119 型发动机涡轮进口温度达到 1700℃左右,而目前正 在研制的推重比 12~15 的发动机涡轮进口平均温度将超过 1800℃以上。这远远超过 了高温合金及金属间化合物的使用温度。目前,耐热性能最好的镍基高温合金材料工 作温度达到 1100℃左右,而且必须采用隔热涂层,同时设计先进的冷却结构。因此, 现有的高温合金材料体系已经难以满足先进航空发动机,要发展具有更高推重比的航 空发动机,必须开发新型轻质、高强度、耐高温、长寿命的发动机热端部件材料。陶 瓷基复合材料能够满足上述要求,成为能够替代高温合金在发动机高温部件上应用最 具有潜力的材料。
从陶瓷基体角度来看,以SiC 基陶瓷为代表的非氧化物基体,具有强度高、硬度 高、耐高温性能优异的特点,特别是与制备技术较为成熟的 C 纤维和 SiC 纤维相容性 较好,因此在航空发动机热端部件上取得了广泛的应用。以石英玻璃为代表的玻璃 陶瓷基体本身耐高温性能较差,一般不适合作为航空发动机热端构件材料应用。而氧 化物纤维增强陶瓷基复合材料具有广阔的应用前景,但受制于氧化物纤维的发展水平, 限制了这类陶瓷基体材料在航发热端构件上的应用。 从增强纤维角度来看,碳化硅陶瓷基复合材料(CMC-SiC)主要包括碳纤维增韧 碳化硅(C/SiC)和碳化硅纤维增韧碳化硅(SiC/SiC)。对于航空发动机,C/SiC 的 使用温度为 1650 摄氏度,SiC/SiC 的使用温度为 1450℃,提高 SiC 纤维的使用温度 可使 SiC/SiC 使用温度提高到 1650℃。由于 C/SiC 抗氧化性能较 SiC/SiC 差,国内外 普遍认为,航空发动机热端部件最终获得应用的应该是 SiC/SiC。

与聚合物复合材料相比,CMC-SiC 可提高强度和使用温度。与高温合金相比,在 无空气冷却和热障涂层的情况下,CMC-SiC 可降低冷却气流量 15%~25%,提高工作温 度 150~350℃,潜在使用温度可达 1650℃,同时实现减重。与陶瓷材料相比,CMCSiC 可改善脆性、缺陷敏感性并抑制缺陷体积效应,提高可靠性。与 Cf/C 复合材料 相比,CMC-SiC 可提高抗氧化性、强度和使用寿命。由此可见,CMC-SiC 是高推重比 航空发动机高温部件用最具潜力的关键热结构材料之一。研究表明,将 CMC-SiC 用于燃烧室、涡轮、加力燃烧室和喷管等热端部件,可使发动机工作温度提高 300~500℃, 结构减重 50%~70%,推力提高 30%~100%。
3.2.SiC/SiC 材料在国外航空发动机上的应用现状
欧美等航空发达国家在航空发动机用 CMC-SiC 构件的研制与应用方面,遵循先静 止件后转动件,先中温(700~1000℃)件后高温(1000~1300℃)件,先简单件后复 杂件的发展思路,优先发展中温中等载荷(应力低于 120MPa)静止件(密封片/调 节片、内锥体等);以此为基础发展高温中等载荷(应力低于 120MPa)静止件(火焰 筒、火焰稳定器、涡轮外环、导向叶片等);然后发展高温高载荷(应力高于 120MPa) 转动件(涡轮转子、涡轮叶片等)。

CMC-SiC 已在中温中等载荷静止件上得到实际应用和批产。从 20 世纪 90 年代开 始,欧美以推重比8~10一级航空发动机(如F119,EJ200,F414,M88-Ⅲ,TRENT800 等)为演示验证平台,对 CMC-SiC 构件进行了大量应用验证,历时二十余年目前仍在 进行。考核结果表明,CMC-SiC 可使中等载荷静止件减重 50%以上,并显著提高其疲劳寿命。总的来说,喷管调节片/密封片等中温中等载荷静止件已完成全寿命验证并 进入实际应用和批量生产阶段;燃烧室火焰筒和内外衬等高温中等载荷静止件正进行 全寿命验证,有望进入实际应用阶段;而涡轮转子和涡轮叶片等高温高载荷转动件尚 处于探索研究阶段。
3.2.1.SiC/SiC 复合材料在喷管部件上的应用
CMC-SiC 喷管调节片/密封片,已在国外 M53-2,M88,M88-2,F100,F119, EJ200,F414,F110,F136 等多种型号军/民用航空发动机上成功试验并应用多年。 早在 20 世纪 90 年代中期,法国 Snecma 公司研制的 Cf/SiC(SEPCARBINOXR A262)和 SiC/SiC (CERASEPR A300)外调节片便成功应用于 M88-2 发动机,在验证了其寿命目 标后,于 2002 年投入批量生产后期,Snecma 公司采用抗氧化 BN 界面和高性能 SiC 纤 维开发出自愈合CMC-SiC(CERASEPR A410),成功解决了氧化损伤对构件寿命的影响。 Snecma 公司还与 PW 公司合作研制了 CMC-SiC 密封片,并在 F100 发动机上完成了地面 加速任务试验,累计工作 1300h,其中 1200℃/100h,实现减重 50%~60%,表现出比金 属件更好的抗热机械疲劳性能;转移到外场进行评估后,在 F100-PW-229 发动机上进 行了飞行试验。目前,法国已实现 CMC-SiC 喷管构件向民用飞机(如空客 A380)发动 机的推广应用。
美国 NASA 研制的 CMC-SiC 调节片在 F110 发动机上累计工作 500h,其中 1200℃ /100h,增加推力35%。GE公司与 Goodrich公司合作开发出用于 F414 发动机的 CMCSiC 调节片和密封片,其中,Goodrich 公司负责提供 CMC-SiCGE 公司进行考核和评估。 目前,GE 公司已进行了相关飞行试验考核,累计工作 400h,1100℃/100h,增加推力 35%。为满足综合高性能涡轮发动机技术(integrated high per formance turbine engine technology,IHPTET)计划第 2 阶段和第 3 阶段的要求,PW、GE、Allison 等公 司还以该计划验证机为平台对 CMC-SiC 调节片和密封片进行了验证。(报告来源:未来智库)

3.2.2.SiC/SiC 复合材料在燃烧部件上的应用
燃烧室和加力燃烧室均要承受高温、复杂应力、水氧腐蚀和热冲击等苛刻环境。 燃烧室火焰筒、加力燃烧室内锥体和隔热屏为大型薄壁回转体结构,属中等载荷静止 件,采用 CMC-SiC 可明显提高使用温度和减轻结构质量。国外 SiC/SiC 燃烧室/加力 燃烧室部件,已进行了全寿命演示验证,并进入工程应用阶段,如 F136 和 F414 等 发动机燃烧室火焰筒、M88 发动机火焰筒和火焰稳定器等。
美国在综合高性能涡轮发动机技术 (IHPTET) 计 划 中 将 带 环 境 障 涂 层 (environmental barrier coatings, EBCs)的 SiC/SiC 用于燃烧室火焰筒和内外衬, 并进行了多次地面试车试验,累计考核 15000h,最高考核温度达到 1200℃,并通过了 全寿命 5000h 和高温段 500h 的测试,质量下降了 30%,并减少了 NOx 和 CO 的排放。 其中,第 5 次地面试车试验涂覆了联合研究技术中心(unitedtechnol ogies research center,UTRC)制备的EBCs,经过13937h,61次启动循环的试车试验后,在火焰筒内壁 上发现裂纹,从而终止地面试车试验。试验结果表明,EBCs 涂层可对燃气中的 CMCSiC 提供有效的保护,使其寿命从 5000h 延长至 14000h 左右。带 EBCs 涂层的 CMC-SiC 航空发动机高温构件的首次试验结果对航空发动机 30000h 使用寿命的目标具有里程 碑意义。在 IHPTET 计划第 3 阶段的验证机 XTC97 上,Honeywell 与 GE 还考核验证了 CMC-SiC 高温升燃烧室。
美国 GE 公司考核了 SiC/SiC 火焰筒,节约冷却空气 50%,减重 50%,减少 NOx 排 放 20%。GE 公司在 2015 年开始在 GEnx 发动机中测试 CMC-SiC 热端部件,并计划大规 模采用 CMC-SiC 制备燃烧室衬里以及涡轮叶片,并应用于 GE9x 发动机,同时计划在 LEAP-X 等发动机中也采用 CMC-SiC 火焰筒。Soler 公司研发并验证了一种结构非常简 单的 SiC/SiC 燃烧室衬套,该环形薄壁衬套位于金属机甲壳体内,并可与 Lamilloy 结 构材料加工的外火焰筒一起组成先进的柔性燃烧室。为降低高温腐蚀环境对 SiC/SiC 的影响,Soler 公司还研发了 EBCs 涂层,将 SiC/SiC 衬套寿命提高了 2~3 倍。此外, 美国还将 CMC-SiC 作为高速民用运输机发动机燃烧室内衬的最佳材料,以减少 NOx 的 释放。

法国 Snecma 公司除将 SiC/SiC 调节片成功运用到 M88-2 发动机外,还积极开发 SiC/SiC 燃烧室火焰筒。Snecma 公司研制的 SiC/SiC 全环燃烧室(CERASEP A415)已通 过 180h 的发动机测试(600 个循环,最大状态 100h),研制的火焰稳定器(CERASEP A410) 已通过 1180℃, 143h 的测试,构件结构完整,无损伤。Snecma 公司还首次设计和制造 了 CFM56-C 发动机用 SiC/SiC 混合器,减重 35%,并通过了 700 个发动机循环试验,包 括 200h 发动机试车和 70h 试飞,目标用于 A380 等飞机。
3.2.3.SiC/SiC 复合材料在涡轮部件上的应用
提高复合材料的开裂应力和高温耐腐蚀及抗冲刷性是CMC-SiC涡轮导向叶片的研 究重点。涡轮导向叶片工作温度和应力水平高,燃气冲刷严重,热力氧化条件恶劣。 传统的 C/SiC 或 SiC/SiC 开裂应力低,在高温高应力和恶劣的热力氧化环境下,将导 致材料氧化严重,快速失效,必须采用 EBCs 涂层延长其使用寿命。因此,提高复合 材料的开裂应力和高温耐腐蚀及抗冲刷性能成为 CMC-SiC 涡轮导向叶片的研究重点。 美国在 EPM 和 UEET 计划的支持下,发展了新的陶瓷纤维(Sylramicm,Dow cor ning)、 界面技术(BN 界面、BN/SiC 界面)、基体致密化技术和先进 EBCs 涂层技术等,有效地 解决了部分问题,制备的 SiC/SiC 导向叶片在可模拟发动机服役环境的 NASA Glenn 高 压燃烧环中进行了测试,试验结果表明 SiC/Sic 导向叶片可在恶劣的燃烧环境下承受 1000h 的考核试验。
CMC-SiC 在航空发动机转动件上得到成功验证。在 IHPTET 计划第 3 阶段,GE 和 AADC公司在验证机XTE-77 上采用CMC-SiC高压涡轮导向叶片,与镍基高温合金相比, 质量减轻 50%,冷却空气量减少 20%。GE 公司采用 SiC/SiC 制备了第 3 级低压涡轮导 向叶片,并在 F136 等发动机上进行了验证,使用温度达到 1204℃,减重 70%,冷却 空气减少了 50%。GE 公司在 F414 发动机上开展了 500 个发动机工作循环的 CMC-SiC 涡轮导叶和动叶试验,这是 CMC-SiC 首次在航空发动机转动件上的成功验证。GE 公司还试验了 SiC/SiC 无冷却涡轮动叶,其耐温性明显高于带冷却叶片,该技术拟用于 F136 发动机未来发展型,并将推广应用于 GE9X 发动机高压涡轮第 2 级动叶。

1998 年,日本在先进材料气体发电机(advancedmaterial gas generator,AMG)计 划中研制的涡轮叶片通过了 700℃,燃气环境,386m/s 的转动实验,没有损伤。2003 年,日本在 ESPR 计划中研制了 CMC-SiC 涡轮叶片,并探索了涡轮转子的制造技术。此 外,Honeywell 公司为有限寿命无人机设计的 XTL57/1 开发了整体式陶瓷涡轮叶片, 并成功通过了 155%转速的超转破裂试验,其低压涡轮叶片和高斜率过渡段均采用了 陶瓷材料。
3.3.CMC-SiC 复合材料在国内航空发动机上的研究现状
在 CMC-SiC 制备技术方面,国内已接近国际先进水平。国际普遍认为,CMC-SiC 是航空发动机高温结构材料的技术制高点。CMC-SiC 的水平可反映国家的武器装备水 平。我国高推重比航空发动机的研究起步较晚,但是,近年来国内已经全面突破了 CMC-SiC 及高性能 SiC 纤维制备技术,材料性能已达到或接近国际先进水平,并进行 了航空发动机多种构件设计、研制与考核,虽尚需深入开展系统工作,且应用考核也 缺乏经费支持,但应用研究还是取得了重大进展,积累了一定的工程应用研究经验, 以西北工业大学、中国科学院上海硅酸盐研究所、航空工业复合材料技术中心等为代 表的高等院校、研究所研制的燃烧室浮壁瓦片模拟件,全尺寸喷管调节片等分别进行 了试验台短时考核和发动机短期挂片试车考核,构件热态性能良好,已进入应用验证 阶段,为 CMC-SiC 的工程应用奠定了坚实基础。
在 CMC-SiC 航空发动机构件应用方面,国内与发达国家仍有 20~30 年差距。尽管 从 20 世纪 80 年代开始我国就将 CMC-SiC 应用技术研究列为重点发展领域,2022 年 1 月,由西工大使用国产新型陶瓷基复合材料打造的航空发动机整体涡轮盘成功完成 首次飞行试验验证,这也是国内陶瓷基复合材料转子件首次配装平台的空中飞行试验, 标志着我们航空发动机的关键技术又取得了一项重要突破。这也有利于推动陶瓷基复 合材料部件在无人机/靶机上大规模应用。不过,至今我国在 CMC-SiC 的应用范围和 累计考核时间等均非常有限,与国外工程化应用研究存在巨大差距。目前,国内CMC-SiC 航空发动机构件应用研究与发达国家差距在 20~30 年,而且西方国家已经进 入加速发展的阶段。
4.碳化硅材料作为吸波材料的应用
4.1.耐高温、耐腐蚀新型吸波材料成为发展热点
随雷达探测系统的的发展和应用,隐身技术得到重视。现代无线电技术和雷达 探测系统的迅猛发展,极大地提高了飞行器探测系统的搜索、跟踪目标的能力。传统 的作战武器系统受到的威胁越来越严重,隐身技术作为提高武器系统生存、突防,尤 其是纵深打击能力的有效手段,谋求武器装备的隐身化已成为军事强国角逐军备高新 技术的热点。 采用隐身材料技术是当前最有效可行的雷达隐身手段。隐身技术的确切含义是 低可测技术,分为雷达隐身、红外隐身、声学隐身和可见光隐身等技术。其中雷达隐 身技术的研究及其应用一直受到世界各国的高度重视。雷达隐身技术可以降低飞机、 坦克、导弹以及舰艇等大型武器装备的信号特征。其主要是降低雷达截面积(RCS), 实现目标隐身方法主要有外形隐身和材料隐身技术。外形隐身技术难度较大,成本高, 容易使目标的结构性能劣化,而采用隐身材料技术相对简单,设计难度低。众所周知, 美国 F-117A 隐身战斗机上,外形隐身是减缩 RCS 的主要手段。但实践证明,过分强 调外形隐身必将降低飞机的机动性和敏捷性。而在 F-22 的外形设计中,则采用了外 形隐身和材料隐身相结合的折衷方案,外形隐身已不显得突出,材料隐身的应用得以 加强。这表明吸波材料在现代隐身技术中的作用将更为显著。

除降低目标信号以外,新型吸波材料还需具备耐高温及耐腐蚀性。雷达隐身材 料技术的发展,可以有效降低目标的特征信号,对提高武器装备的生存与突防能力具 有重要意义。对一些应用于特殊环境中的隐身材料,要求材料具有良好的热稳定性和 耐腐蚀性。例如,高速飞行隐身战机的发动机屋喷管、机翼边缘和最锥帽等部位会面 临高温氧化、高低温反复冲击的考验:军舰长期服役于海洋中,其舰体外壳材料在潮 湿、盐雾、酸碱度高的海洋环境中容易被腐蚀。新型吸波材料应具有质量轻、吸收能 力强、有效吸波频带宽和物理化学性质稳定的特点,可满足武器装备在不同环境下长 期服役的要求。
4.2.碳化硅既能用作涂敷型吸波材料,也能用作结构性材料
吸波材料按其成型工艺和承载能力,可分为涂敷型吸波复合材料和结构型吸波 复合材料,后者逐渐成为新的发展趋势。涂敷型吸波复合材料施工方便,成本低, 适应于复杂外形,缺点是耐候性差,粘结性差,不能经受高温。雷达结构吸波复合材 料是由吸波材料和能透过雷达波的刚性材料相组合而成的,除了具有吸波和承载功能 外,还有利于拓宽吸波频带,不增加重量等优点,有取代涂敷型雷达吸波复合材料的 趋势,因而成为吸波材料研究的重点。
雷达涂敷型隐身复合材料主要由吸波剂和基体材料构成,吸波剂是起吸收与反 射电磁波作用的物质,吸波材料的吸波能力与吸收剂的吸收能力有密切关系。以碳 化硅为吸收剂主体的吸波材料主要包括碳化硅粉末为吸收剂的吸波材料和碳化硅纤 维为吸收剂的结构型吸波材料。以碳化硅粉末为吸收剂的吸波材料是由金属硅粉末、 碳化硅粉末、氮化硼粉末以及碳粉末混合而成的烧结体,不仅吸波性能好,而且克服 了以铁氧体为吸收剂的吸波材料耐热性、耐冲击性能差的缺点,并具有很好的机械性 能。以碳化硅纤维为吸收剂的吸波材料不仅强度高、耐热、耐化学腐蚀性能好,而且 在高频段具有较好的吸收性能。
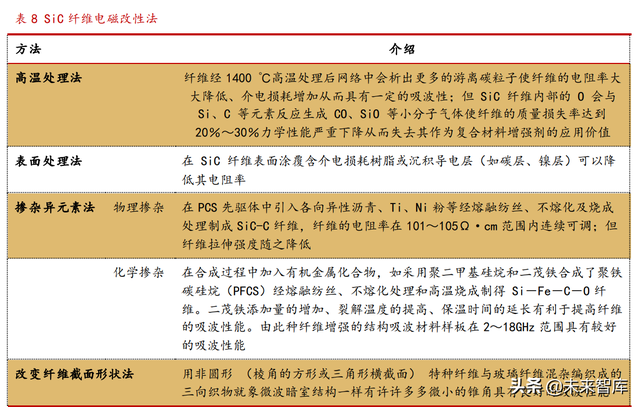
雷达结构型吸波材料是在隐身技术基础上发展起来的多功能复合材料,具有承 载和减少雷达反射截面的双重功能。结构型吸波材料一般由具有不同电磁特性和力学 性能的树脂基体、增强纤维、吸收剂组成,其原材料筛选、结构设计必须兼备结构和 吸波的功能。目前,结构型吸波材料正向着红外与雷达隐身兼容及多功能、宽频带方 向发展。以碳化硅纤维为吸波功能体的结构型复合材料在强度、耐热性和耐化学腐 蚀性方面是极好的,并且能得到满意的宽频带吸收性能。碳化硅纤维具有耐高温、 密度小、强度高等优点,应用时可制成编织布、网等,在不同层中把它们平行排列, 然后分层再与树脂结合,形成电磁波吸收层。由于其电阻率在 1~105Ω·cm 之间, 高电阻率限制了它的吸波效率。但通过与碳纤维复合制得的结构型吸波复合材料既耐 高温、抗氧化,还具有优异的力学性能和吸波性能。 由于传统SiC材料的电导率和介电损耗较低,通过对碳化硅纤维的电磁进行改性 可以提高其吸波性能。通常采用表面改性、掺杂异元素(物理掺杂法和化学掺杂法)、高温处理等方法来调整 SiC 纤维的电阻率。碳化硅纤维的表面改性主要是指在碳化硅 纤维表面沉积或涂覆含介电损耗的树脂或导电层(如碳层、镍层以及其它金属层), 从 而改善其电磁性能。化学掺杂改性是通过在 SiC 纤维内掺杂一些具有良好导电性的元 素或物相, 从而调节 SiC 纤维的介电损耗和吸波能力。
4.3.碳化硅吸波材料的具体应用
SiC 是最重要的高温吸波材料之一,SiC/SiC 复合材料的高强度和抗氧化性使其 成为最重要的热结构材料之一。高温构件雷达隐身问题是制约我国战机和导弹等先 进武器装备发展的瓶颈,传统的磁性粒子填充高分子吸波材料在高温下会发生性能下 降和化学分解,无法满足超高音速飞行器表面、发动机尾喷口、巡航导弹冒头端等 武器装备高温部位的隐身需求,严重限制了全方位隐身技术的发展,亟待发展耐高温、 抗氧化、力学性能优异的吸波材料。而 SiC 纤维综合性能优异,通过调整高温介电参 数后能有效赋予飞行装备良好的隐身性能。与 C/SiC 相比,SiC/SiC 不但具有更高的 力学性能、更好的抗氧化性能和更长的高温使用寿命,还具有更好的吸波性能。 在飞机器表面上,SiC 可用于飞机尾翼、平面翼板及前沿翼板、高温区盖板、刹 车盘等多个部件。美欧等国已将雷达隐身碳化硅纤维增强陶瓷基复合材料用于先进 战机。其在高于 1000℃的环境下还具有良好的吸波性能。日本碳公司已推出几种电 阻率不同的 SiC 纤维;日本宇部公司制造的、商品牌号为“Tyranno”的 SiC 纤维也 是一种具有吸波功能的陶瓷纤维。法国 Alore 公司制造的无人驾驶飞机大量采用了这 种纤维。洛克希德公司用 SiC 纤维编织物增强铝板制造了 F-22 的四个直角尾翼。
SiC 用于发动机尾喷管、涡轮叶片等,能大幅提升发动机外露构件的隐身能力。 发动机尾喷管通常是飞机的外露构件,不但对飞机的后向雷达散射截面影响较大,而 且是飞机的重要红外辐射源之一。红外探测主要在 3~5um 和 8~14um 两个大气窗口波 段,当发动机尾喷管调节片的壁面温度在 480~1000℃之间,其热辐射能量主要分布 在 3~5um 以下。因此,降低发动机的电磁波和红外信号特征,对提高飞机的隐身性能 具有十分重要的意义。SiC 纤维是耐高温抗氧化的陶瓷纤维,当其日阻率为 100~104Ω·cm 时,对 8.2~12.4GHz 波段的雷达波具有最佳的吸收效果。由于 SiC 纤 维含硅,能有效地减弱发动机的红外信号。PW 公司已将验证的 SiC/SiC 调节片和密 封片用于改进F119发动机,以实现减重、隐身并提高其耐久性等。美国采用CMC-SiC 制备了轴对称喷管,通过采用冷却结构和锯齿结构尾缘,实现了低可探测性,大幅减 少了喷管的红外信号和雷达信号,并将其应用于 F-35 飞机。

目前,国内在碳化硅吸波材料方面已有研究成果。国防科技大学在陶瓷前驱体、 SiC 纤维生产以及 PIP 工艺等方面的研究取得了优异成绩,已经成功制备出能在 1000℃ 使用的高温吸波结构材料,有效吸收频段覆盖 2~18GHz。火炬电子与厦门大学合作, 通过技术独占许可方式及自主研发方式,目前已经建设完成宽频吸波纤维 5 吨级产能 产业化生产链,在国内处于领先地位。(报告来源:未来智库)
5.碳化硅材料在核燃料元件中的应用
随着对核反应堆安全问题的重视,新型包壳材料得到关注。核电厂产生的能量 来自于燃料元件,核裂变产生的放射性裂变产物主要滞留在燃料元件内部,因此,燃 料元件是反应堆的核心部件,直接影响核反应堆的经济性和安全性。当前在建和运行 的核反应堆大多为轻水反应堆,锆合金是轻水反应堆燃料元件的重要组成部分,目前 的商业水堆核电站几乎全部用锆合金作为燃料元件的包壳材料。然而随着对反应堆安 全问题的日益重视,锆合金包壳本身的一些问题包括水中的腐蚀、吸氢和芯-壳反应 等,使得对新型包壳材料的探索成为了一个重要研究方向。 碳化硅 SiC 为包壳或基体材料的新型燃料元件成为新的研究热点。以碳化硅 SiC 为包壳或基体材料的新型燃料元件的概念设计和制备成为了核燃料元件领域一个新的 热点。SiC 具有高温强度大、硬度高、耐磨损性好、抗热冲击性好、热导率大以及抗 氧化性强和耐化学腐蚀等优良特性,并且其小的中子吸收截面,低的固有活性和衰变 热,使其适用于核反应堆领域。SiC 具有非常好的辐照尺寸稳定性,β-SiC 经 800~1000℃中子辐照后仅表现出 0.2%的蠕变,因而其在核能领域的用途也在不断拓展。
SiC 材料可用于轻水反应堆领域。SiC 可耐受更高的中子注量,以 SiC 为包壳的 燃料棒可以在更高的温度、功率水平和更长的循环周期条件下运行,突破锆合金包壳 元件的燃耗极限,并保证事故条件下大的安全余量。新型水堆燃料元件结构和基本尺 寸为 3 层包壳结构。第一层为化学气相沉积法制备的块体 SiC 管,是阻挡裂变产物释 放的第一道屏障,该层和燃料棒之间留有一定间隙以存储部分气体裂变产物。中间层 为纤维增强的 SiC/SiC 复合材料,该层首先是将 SiC 纤维编织在内层 SiC 管上,然后 通过化学气相渗透方法制备 SiC 基体。中间层可以保护内层的 SiC 管免受外部损伤, 增强内层 SiC 管在辐照产生拉应力条件下的强度,同时可以阻挡裂纹扩展。最外层为 环境保护层,防止冷却介质对复合材料层的腐蚀。燃料棒的末端用 SiC 材料封装,保 证整个元件的密封性。

SiC 材料可用于轻水反应堆。高温气冷堆采用氦气作冷却剂,石墨作为慢化剂和 堆心结构材料,燃料为包覆颗粒弥散在石墨基体中的全陶瓷型元件,堆芯氦气出口温 度可以达到 950℃。高温气冷堆是第四代先进反应堆堆型,固有安全性是其设计的基 本理念,全陶瓷的 TRISO 型包覆颗粒是高温气冷堆核电站安全性的重要保障。高温气 冷堆元件主要有球形和棱柱形两种,每个元件的燃料区由近万个包覆燃料颗粒弥散在 石墨基体中构成。包覆颗粒的直径不到 1mm,它由球形陶瓷核燃料核芯、疏松热解炭 层、内致密热解炭层、SiC 层和外致密热解炭层组成。燃料颗粒的复合包覆层构成微 球形压力容器,约束核裂变产生的放身性产物。在 4 层包覆结构中最为重要的是 SiC 层,完整的 SiC 层可以阻挡绝大部分的气体和固体裂变产物,并能够承受包覆燃料内 气体产物的内压,是高温气冷堆安全性的重要保障。 清华大学核能与新能源技术研究院经过长期的研究探索,在流化床沉积炉中利用 化学气相沉积法成功制备了SiC包覆层。所制备的 SiC层接近理论密度,厚度为35um。 以 SiC 为主要包覆层的燃料颗粒在辐照试验中表现出了优异的性能,并已经成功用于 我国 10MW 高温气冷堆的运行。我国政府已经于 2006 年将 200MW 球床模块式高温气冷 堆核电站示范工程(HTR PM)列入了国家科技中长期发展规划的重大专项,已开始建设。
不同于球床堆中球形燃料元件的循环,棱柱形燃料元件是一次性加入堆芯的,在 燃料核芯中会产生较大的初始过剩反应性,需要外加一层氧化铕或氧化铒可燃毒物 (Burnableabsorbers)来消除初始过剩反应性,保证良好的功率分布。在包覆颗粒的 制备过程中,可燃毒物作为新的包覆层包覆在核芯颗粒表面,构成多层包覆颗粒 (QUADRISO)。在 QUADRISO 中,SiC 层仍是阻挡裂变产物和承受内压的关键层。

SiC 材料可用于熔盐反应堆领域。熔盐反应堆采用液体氟化物盐作为冷却介质, 石墨作为慢化剂和堆芯结构材料,熔盐具有很好的传热特性和低的蒸汽压,可降低对 压力容器和管道的压力,冷却剂的出口温度可达到 650~850℃。液体燃料流过石墨时 要保证不向石墨内部渗透,否则会形成局部热点,使石墨温度达到 1100~1200℃,石 墨在该温度下的破损比在 700℃高 2 倍。研究结果表明,在熔盐中保温 12h 后,石墨 材料增重为 14.8%,而包覆厚度约 7.8um Sic 的石黑材料增重仅为 1.2%,这表明 SiC 层可以有效阻挡熔盐的渗透,由此证明 SiC 材料在熔盐堆中具有广阔的应用前景。 另外一种熔盐堆采用固体燃料形式,该燃料借鉴高温气冷堆的燃料元件,可以使用球 形燃料元件、柱状燃料元件或细管型燃料元件。一种新的燃料元件设计思路为用 SiC 取代石墨基体,将 TRISO 燃料颗粒弥散在 SiC 基体中制备燃料元件。
SiC 材料可用于气冷快堆领域。气冷快堆是快中子谱氦气冷却反应堆,它采用闭 合式燃料循环,可大大提高铀资源利用率,降低核废料产生量,实现放射性废物最小化。 与以上几种堆型相比,气冷快堆具有更高的功率密度,更高的核燃料含量,由于石墨 的中子慢化效应和辐照蠕变,在高温气冷堆中使用的包覆颗粒弥散在石墨基体中的燃 料已经不用于气冷快堆。日本核能研究计划(NERI)提出了新的燃料元件设计思路,将 包覆疏松 SiC 层的氮化物混合燃料放入含有圆柱状孔洞的 SiC 基体中。美国爱达荷国 家工程和环境实验室设计了另外一种燃料形式,该燃料类似于高温气冷堆燃料元件, 将分离的燃料颗粒弥散在 SiC 基体材料中。在这种设计思路中,将 U-Pu 的碳化物小球 作为核芯,外面包覆两层SiC材料,一层为疏松 SiC缓冲层,另外一层为致密SiC层, 然后将这种包覆颗粒弥散在 SiC 基体中。
(本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。)
精选报告来源:【未来智库】。未来智库 - 官方网站
















评论